扫一扫,直接在手机上打开
推荐微信、QQ扫一扫等扫码工具

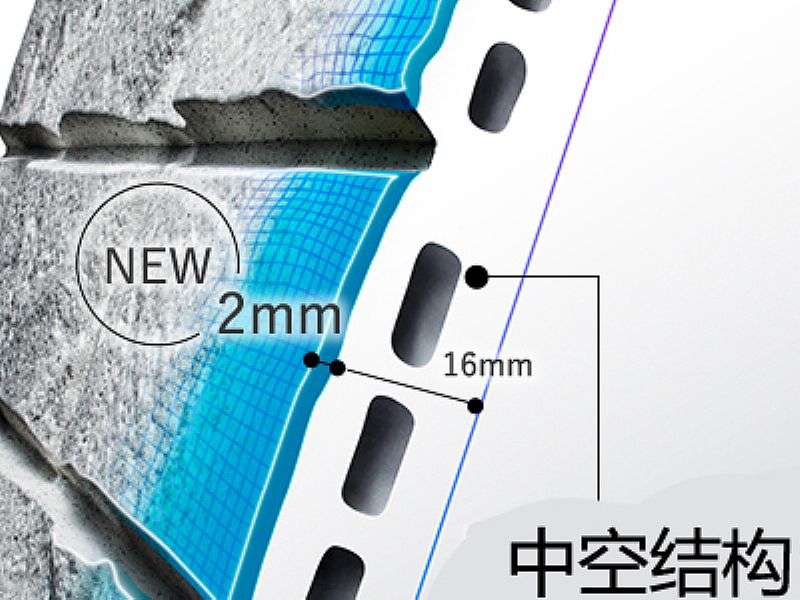
16mm中空纤维水泥外墙板

日本水泥纤维干挂板 一户建墙板装饰纤维水泥墙板 水泥外墙干挂板

昌吉自治州塑料编织袋,白色覆膜编织袋,包装袋生产厂家可定做

昌吉自治州蛇皮袋,灰色编织袋,绿色编织袋包装袋,生产厂家可定做

昌吉自治州透明编织袋,亮白半透编织袋,生产厂家可定做

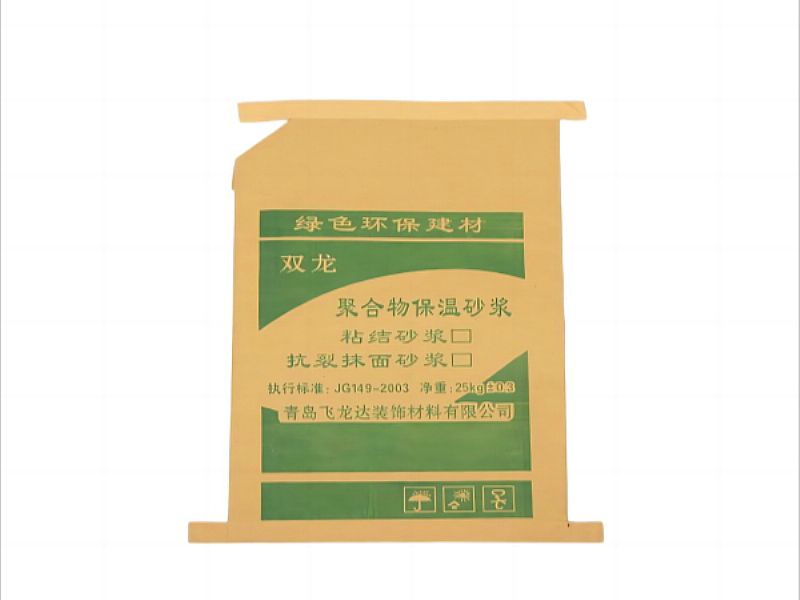
昌吉自治州牛皮纸袋,纸塑袋,PP复合包装袋,生产厂家可定做

昌吉自治州彩印编织袋,珠光膜编织包装袋,生产厂家可定做

昌吉自治州灌装口编织袋,方底阀口编织包装袋,生产厂家可定做

和田地区塑料编织袋,白色覆膜编织袋,包装袋生产厂家可定做

和田地区蛇皮袋,灰色编织袋,绿色编织袋包装袋,生产厂家可定做

和田地区透明编织袋,亮白半透编织袋,生产厂家可定做
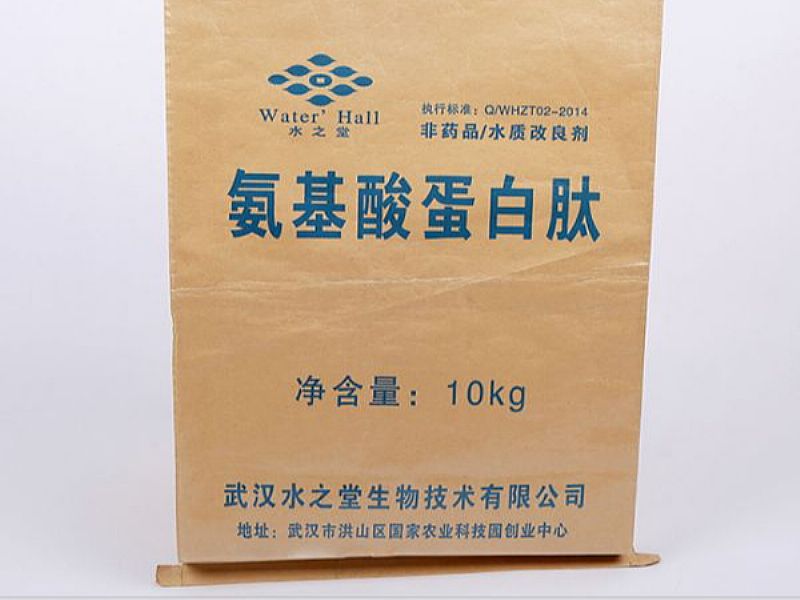
和田地区牛皮纸袋,纸塑袋,PP复合包装袋,生产厂家可定做
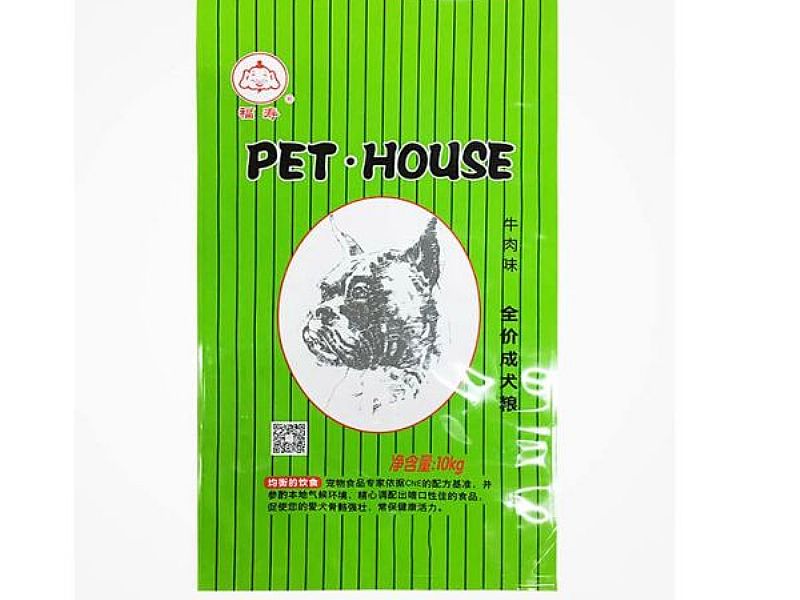
和田地区彩印编织袋,珠光膜编织包装袋,生产厂家可定做
和田地区灌装口编织袋,方底阀口编织包装袋,生产厂家可定做

喀什地区塑料编织袋,白色覆膜编织袋,包装袋生产厂家可定做

喀什地区蛇皮袋,灰色编织袋,绿色编织袋包装袋,生产厂家可定做